Film z wdrożenia



Stanowisko zrobotyzowane dla SITS Industry
Zastosowanie robotów w fabryce mebli SITS Industry usprawniło procesy klejenia listew i przyczyniło się do poprawy jakości wyrobów końcowych
Zlokalizowana w Grudziądzu fabryka mebli SITS Industry zautomatyzowała procesy klejenia listew, co pozwoliło na standaryzację produkcji, skrócenie czasu wytwarzania i podniesienie jakości wyrobów końcowych. Modernizacji, robotyzacji i automatyzacji stanowiska łączenia listew dokonał partner Siemensa, firma Smart Automation.
https://new.siemens.com/pl/pl/o-firmie/case-study/wyzsza-jakosc-mebli-dzieki-automatyzacji.html
Źródło potrzeby
Drewniane elementy klejone (przygotówki) są jednym z podstawowych komponentów wykorzystywanych w fabryce mebli SITS. Z dwóch listew produkowane są elementy wykorzystywane do produkcji sof. Najważniejszą przyczyną wdrożenia automatyzacji stanowiska klejenia przygotówek była konieczność zapewnienia precyzji i powtarzalności procesu oraz skróceniu czasu cyklu produkcji.
Przed zautomatyzowaniem czynności łączenia listew wykonywane były w całości manualnie przez operatorów. Poszczególne zespoły realizowały ten sam proces w odmienny sposób, czego wynikiem były drobne różnice w standardach wykonania. Nakładanie kleju ręcznie nie pozwalało na powtarzalność tego procesu, a poszczególne wytworzone manualnie przygotówki mogły nieznacznie różnić się między sobą.
Automatyzacja stanowiska pracy
Ważną cechą zrobotyzowanego stanowiska miała być gotowość do sklejania bardzo szerokiego asortymentu stosowanych przez SITS listew. Zastosowane rozwiązanie miało umożliwić produkcję łącznie aż 54 różnych rodzajów przygotówek, pasujących do wytwarzanych w fabryce mebli. Poszczególne asortymenty produkowanych przygotówek mogą się różnić wielkością listew oraz ułożeniem. Zautomatyzowanie procesu miało umożliwić montaż elementów pasujących praktycznie do wszystkich wytwarzanych w fabryce sof.
– W procesach przemysłowych zależy nam na jak największej powtarzalności i standaryzacji. Dopiero pełna automatyzacja procesu klejenia listew pozwoliła na osiągnięcie wymaganej najwyższej jakości produktu – mówi Damian Duks z SITS.
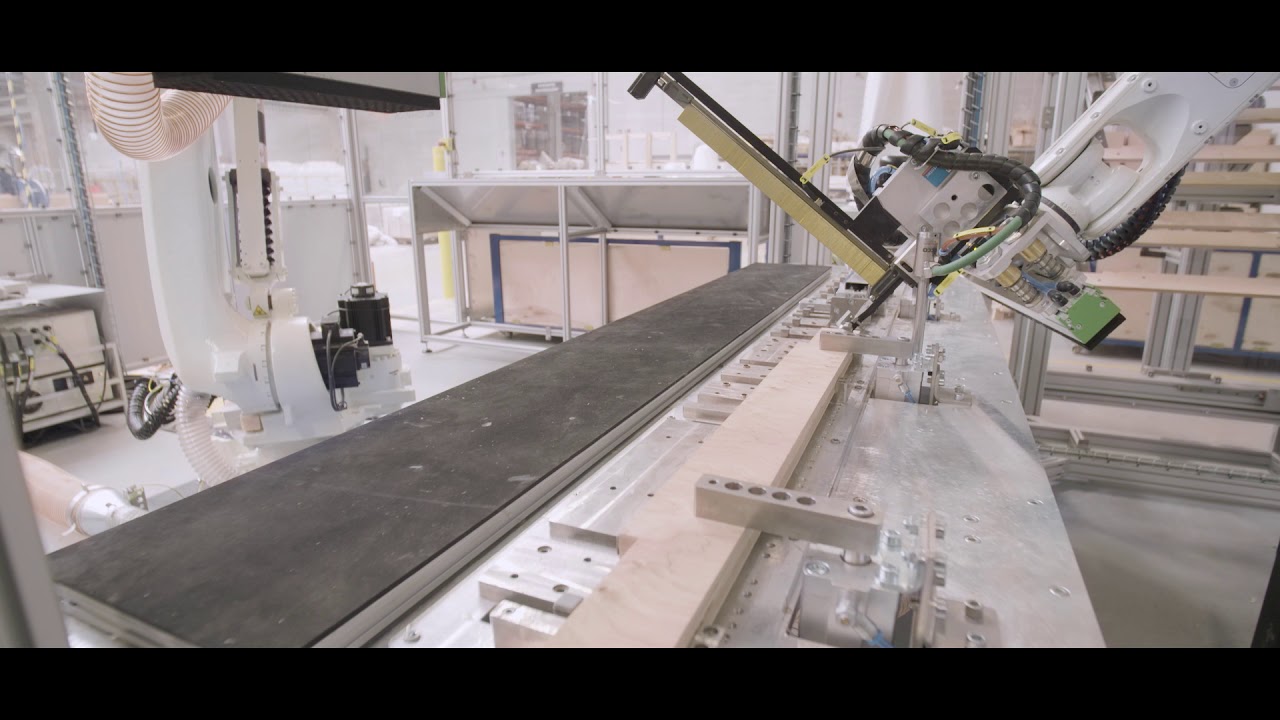
Zautomatyzowane stanowisko obsługiwane jest przez 2 roboty. Ich zadaniem jest pobranie dwóch listew, następnie połączenie ich klejem i zszywkami. Dodatkową opcją, jaką posiada stanowisko jest możliwość wiercenia otworów. Dzięki precyzyjnej i powtarzalnej pracy robotów możliwe jest uniknięcie pomyłek w procesie oraz zapewnienie standaryzacji wykonania. Wyzwaniem przy projektowaniu stanowiska była konieczność dostosowania go do cyklu produkcji, który zgodnie z założeniami nie mógł przekroczyć 30 sekund.
Automatyzacja umożliwiła obsługę procesu przez zaledwie jednego pracownika. Do obowiązków operatora na tym stanowisku należy uzupełnianie listew i odbieranie przygotówek oraz ustawienie profilu produkcji bieżącego asortymentu, który ma być wytwarzany.
Budowa stanowiska
Każdy z robotów został wyposażony w zestaw kilku różnych narzędzi. W ramach procesu narzędzia zmieniają się, realizując poszczególne czynności: chwytania, klejenia, pozycjonowania, zszywania i wiercenia. Zaczynając proces łączenia listew, pierwszy robot pobiera chwytakiem listwę dolną i ustawia ją na stole, gdzie następuje ustalenie pozycji i przygotowanie do klejenia. Następnie robot za pomocą głowicy nanosi nitkę kleju. Jej parametry i kształt są edytowalne z poziomu modułu recept. W kolejnym kroku system wizyjny na drugim robocie wykonuje zdjęcie znajdującej się na stole listwy, by precyzyjnie wyznaczyć pozycję odłożenia drugiej listwy.
Dzięki temu klejone deski idealnie do siebie pasują (licują się) bez względu na dokładność ich wykonania. Następnym etapem jest sztywne połączenie elementów poprzez automat zszywający obsługiwany przez pierwszego robota – nad parametrami zszywania również czuwa moduł recept. Proces ten zapewnia właściwe związanie dwóch detali. Drugi robot wyposażony jest we wrzeciono dla asortymentów wymagających wykonania dodatkowych otworów. W dalszej kolejności, drugi robot pobiera gotowy element – przygotówkę – i odkłada ją na miejsce dla wyrobów gotowych.
– Drewno jest bardzo specyficznym materiałem, który charakteryzują niedokładności. Zautomatyzowany proces wiązania elementów musiał być przygotowany w taki sposób, by uwzględnić sporą tolerancję wymiarów desek i możliwe wygięcia łączonych elementów
– mówi Cezary Zakrzewski ze Smart Automation.
Do najważniejszych wyzwań w projekcie należały:
Różnorodność wariantów produkowanych asortymentów – na start ponad 60 formatów z możliwością dodawania kolejnych
Dynamiczna zmiana punktów nakładania kleju i realizacji zszywania – możliwość inteligentnej konfiguracji nowych recept przez technologa z bezpieczeństwem uniknięcia kolizji
Limit 30 sekund dla każdego cyklu produkcyjnego
Przy takich ograniczeniach moduł recept nie mógł sprowadzać się jedynie do zdefiniowanego zestawu parametrów, a musiał być w pełni dynamiczny. Dzięki temu maszyna dostosowana jest zarówno do szerokiego spektrum aktualnie produkowanych asortymentów, ale jednocześnie technolog ma możliwość zdefiniowania nowych wariantów. Kluczowe dla projektu było utrzymanie zakresu dokładności produkcji w wyznaczonej tolerancji, powtarzalność i uwzględnienie specyfiki odkształceń materiału, którym podlega drewno.
W lutym 2018 zaakceptowana została oferta firmy Smart Automation, a rozwiązanie oddano ostatecznie do użytku we wrześniu 2019.
W projekcie zdecydowano się na wybór komponentów Siemensa. Dzięki tej decyzji klient uzyskał wszystkie najważniejsze elementy rozwiązania w pakiecie. Umożliwiło to łatwą i spójną integrację.
– Rozwiązanie zrealizowane zostało w oparciu o sterownik SIMATIC serii S7-1500 w wykonaniu FailSafe, czyli ze zintegrowanymi funkcjami bezpieczeństwa. Zastosowano panel operatorski SIMATIC TP 700 Comort. Oprogramowanie i algorytm sterowania zbudowano w środowisku TIA Portal, a dzięki dodatkowi Multiuser do zarządzania pracą wielu użytkowników, nad projektem mogło pracować jednocześnie kilku programistów. Komponenty techniki łączeniowej i elektrycznej również dostarczone zostały przez Siemensa. Wybór ten zapewnił zarówno nam, jak i klientowi pełną integrację w ramach jednego środowiska, co nie tylko oszczędza czas prac inżynierskich, ale przede wszystkim zapewnia niezawodność. Dzięki temu, że projekt został zrealizowany na sterowniku PLC ze zintegrowanymi funkcjami bezpieczeństwa mogliśmy wprowadzać zmiany na każdym jego etapie, bez konieczności modyfikacji w układzie elektrycznym
– mówi Cezary Zakrzewski.
Totalna integracja
Całość software’u wykonano w środowisku TIA Portal. Dotyczyło to oprogramowania takich komponentów rozwiązania jak sterownik SIMATIC S7-1500, elementy bezpieczeństwa, panel HMI oraz falownik SINAMICS G120C.
– Platforma TIA Portal pozwala na integrację nowoczesnych komponentów automatyki przemysłowej, co ułatwia realizację koncepcji Przemysłu 4.0 w fabrykach i zakładach produkcyjnych. TIA Portal stanowi część Digital Enterprise Software Suite wraz z PLM i MES. Wykorzystany w tym projekcie dodatek Multiuser umożliwił pracę wielu programistów w tym samym czasie
– mówi Sławomir Kalita z Siemensa.
Korzyści
Do najważniejszych korzyści związanych z automatyzacją procesu należy niewątpliwie standaryzacja procesu klejenia, powtarzalność i zauważalna poprawa wykonania produkowanych w ten sposób detali. Po zautomatyzowaniu produkowane elementy zyskały na jakości. Najważniejszym elementem łączącym jest klej. Wcześniejsza realizacja tego procesu manualnie przez pracowników powodowała, że dobranie właściwej ilości kleju i powtarzalność procesów nie była możliwa.
– Maszyna zawsze dozuje dokładnie taką samą ilość kleju, co oznacza pełną standaryzację procesów i poprawę jakości klejenia. Operatorzy, którzy wcześniej wykonywali prace manualne na stanowisku klejenia przekierowani zostali do innych bardziej wymagających i zróżnicowanych prac. Automatyzacja umożliwiła skrócenie czasu produkcji o 30-35%. W najbliższej przyszłości planowana jest także automatyzacja innych procesów produkcyjnych w naszej fabryce. Zauważyliśmy, że rocznie przy montażu stolarki meblowej używamy aż 7,5 mln małych, drewnianych klocków. W przyszłości planujemy zautomatyzować również ten proces. Pozwoli to skrócić czas wytwarzania i zwiększyć jakość produkcji
– mówi Damian Duks
Nasza oferta Cię zainteresowała?

Zostaw swój kontakt i powiedz w czym możemy Ci pomóc - odezwiemy się.






